Quy trình in decal nhựa chuyên nghiệp tại In An Anh trải qua 9 bước chuẩn ISO 9001:
- Tiếp nhận file AI/CDR qua Zalo/email.
- Kiểm tra kỹ thuật CMYK/DPI/bleed.
- Pha mực theo Pantone Solid Coated.
- Xuất bản kẽm CTP tách màu.
- In test proof trên decal thật để khách duyệt.
- Sản xuất hàng loạt offset Heidelberg hoặc KTS Konica.
- Gia công cán BOPP + ép nhũ + bế demi Bobst.
- KCS 5% mẫu kiểm chất lượng.
- Đóng gói chống ẩm + giao hàng.
Tổng thời gian 3-7 ngày. 📞 Tham quan xưởng: 0934.510.662
Tại In An Anh chúng tôi thiết lập chuỗi kiểm định quang sai khắt khe cho từng cuộn phôi nguyên sinh. Theo kinh nghiệm mười ba năm của CEO Ngô Tâm vận hành xưởng in trực tiếp tại Hà Nội việc bỏ qua thao tác đo lường sức căng bề mặt sẽ làm sụp đổ toàn bộ dải màu nhận diện.
Khái Niệm Kỹ Thuật Trong Chuỗi Sản Xuất Chế Bản Bao Bì Màng Mỏng
Quy trình sản xuất bao bì là chuỗi tương tác vật lý kết hợp phản ứng hóa học biến đổi dung môi mực. Hệ thống truyền động điều phối hạt mực lỏng từ máng chứa sang lô cao su trước khi ép chặt lên mạng lưới mao mạch của tấm nhựa dẻo.
Giai đoạn nạp dữ liệu vào bộ nhớ máy chủ là nền tảng khởi định cho mọi sai số cơ học về sau. Đội ngũ thiết kế của In An Anh khuyến nghị sử dụng hệ thống xử lý hình ảnh quang phổ ba trăm điểm ảnh trên inch. Thuật toán phần mềm RIP sẽ tiến hành phân tách các khối đồ họa phức tạp thành bốn hệ màng kẽm đơn sắc độc lập. Sự thông dịch ngôn ngữ từ điểm ảnh ảo sang hạt mực vật lý yêu cầu độ chính xác dữ liệu toán học cực kỳ cao.
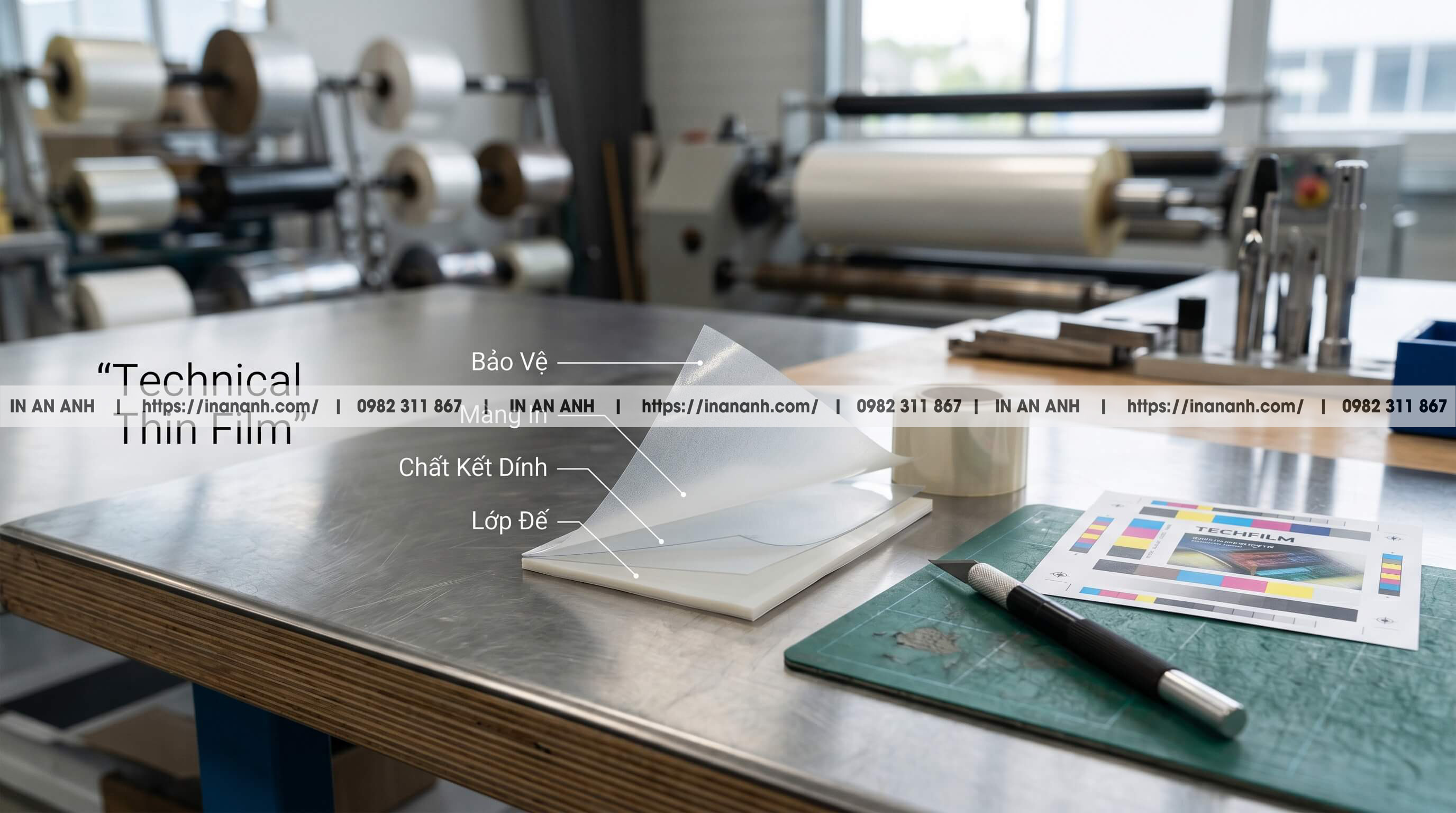
Phôi nhựa nguyên sinh đặc trưng bởi cấu trúc phân tử khép kín mang lại khả năng kháng nước hoàn hảo. Tuy nhiên tính chất này lại là rào cản lớn ngăn chặn sự thẩm thấu tự nhiên của dung môi màu. Để giải quyết rào cản vật lý này chúng tôi tích hợp trạm phóng điện hoa corona ngay cửa ngõ nạp cuộn vật liệu. Các tia lửa điện cường độ cao sẽ bắn phá làm sần sùi vi mô bề mặt màng giúp rễ mực lỏng có điểm tựa cơ học vững chắc.
Giải Pháp Đánh Giá Rủi Ro Quang Học Trước Thềm Sản Xuất
Để tối giản hóa sự lãng phí vật tư khi chạy thử nghiệm dải màu mới doanh nghiệp nên thiết lập lệnh in thử độc lập. Hệ thống dịch vụ in decal nhựa giá rẻ theo yêu cầu cung cấp bản test mô phỏng chính xác áp lực nén cơ học. Phương pháp trích xuất dữ liệu nhỏ lẻ này giúp phòng thu mua định lượng đúng độ tương phản sắc độ trước khi ký duyệt hợp đồng sản lượng lớn.
Nguyên Lý Hoạt Động Của Dây Chuyền Cơ Học Tịnh Tiến Liên Hoàn
Dây chuyền vận hành dựa trên động năng xoay đồng bộ giữa tháp chứa kẽm và hệ thống trục ép tịnh tiến. Mực in luân chuyển qua buồng phát xạ tia cực tím để kích hoạt cơ chế đứt gãy mạch quang hóa đóng rắn vĩnh viễn.
Sự đồng tốc giữa cụm nhả cuộn từ tính và cụm thu cuộn trợ lực tạo ra mạng lưới kiểm soát lực căng biên nhịp nhàng. Khi mắt thần cảm biến nhận diện độ võng chùng của dải màng polyme vi xử lý lập tức truyền tín hiệu siết chặt phanh thủy lực. Chu kỳ động lực học này triệt tiêu hoàn toàn độ xô lệch vị trí điểm tram khi màng nhựa đi qua bốn trạm màu xếp chồng liên tiếp. Khả năng neo giữ vị trí chính xác đến một phần nghìn milimet định hình độ sắc cạnh cho các văn bản thành phần.

Ngay sau khi tiếp nhận hạt mực cụm màng vật liệu sẽ chạy xuyên qua đường hầm sấy bức xạ tia cực tím dải sóng ngắn. Tại đây năng lượng photon bắn phá mạnh mẽ làm bốc hơi toàn bộ dung môi pha loãng hòa tan. Phản ứng hóa dẻo diễn ra với tốc độ cực đại biến màng chất lỏng thành một lớp khiên bảo vệ rắn chắc siêu bám dính. Hệ thống lô cán nước lạnh theo sau làm nhiệm vụ hạ nhiệt độ vật liệu đột ngột ngăn chặn rủi ro co ngót biến dạng cấu trúc nhiệt.
Bảng Thông Số Kỹ Thuật Kiểm Soát Dung Sai Dây Chuyền
| Công Đoạn Kỹ Thuật Đánh Giá | Thông Số Cài Đặt Tiêu Chuẩn | Dung Sai Cho Phép Biến Động | Mục Tiêu Đo Lường Chất Lượng |
|---|---|---|---|
| Xử lý năng lượng bề mặt phôi | Ba mươi tám đến bốn mươi hai dyne | Độ hao hụt trừ đi tối đa hai dyne | Đảm bảo rễ mực bám dính cơ học chặt chẽ |
| Nhiệt độ tháp sấy bức xạ UV | Tám mươi lăm đến chín mươi độ C | Dao động trong khoảng cộng trừ hai độ | Kích hoạt đứt gãy mạch phân tử quang hóa |
| Áp lực cụm lô cao su ép tịnh tiến | Duy trì bốn đến sáu bar áp suất | Sai số không vượt quá không phẩy năm bar | Kiểm soát độ gia tăng diện tích điểm hạt tram |
| Độ căng biên trục xả thu cuộn | Dao động mười lăm đến hai mươi newton | Giới hạn biên độ sụt giảm ba newton | Tránh hiện tượng xô lệch màng khi chồng màu |
| Tốc độ băng chuyền vận hành | Chạy ba mươi đến bốn mươi mét mỗi phút | Biến thiên không quá năm mét mỗi chu kỳ | Đồng bộ chu kỳ phơi sáng lưu hóa polyme |
| Lực nén lưỡi dao bế trục từ quay | Thiết lập theo định lượng độ dày lớp đế | Rung sai vi mô một phần trăm milimet | Bóc tách màng keo nhẹ nhàng không đứt đế giấy |
| Mật độ quang phổ hạt mực | Canh chỉnh theo chuẩn hồ sơ màu quốc tế | Dung sai delta E luôn nằm dưới mức hai | Đồng bộ hệ thống nhận diện thương hiệu hình ảnh |
| Nhiệt độ môi trường lưu trữ xưởng | Khoảng hai mươi hai đến hai mươi sáu độ C | Mức thay đổi cộng trừ một độ môi trường | Giữ ổn định tính chất hóa học dung môi bám dính |
Chuyên gia In An Anh sẵn sàng tư vấn cấu hình sản xuất phù hợp cho dự án
Chat Zalo Yêu Cầu Phân Tích Thông Số Vật TưĐánh Giá Ưu Điểm Và Nhược Điểm Từng Giai Đoạn Gia Công Máy Móc
Việc tự động hóa khâu chế bản mang lại độ phân giải quang học tuyệt đối nhưng yêu cầu chi phí khởi động khuôn bế lớn. Ứng dụng trục từ khuôn quay bứt phá giới hạn tốc độ cắt gọt tuy nhiên gặp rào cản tài chính khi mẫu mã thay đổi liên tục.
Ưu điểm cốt lõi của quy trình sản xuất liên hoàn là khả năng khóa chặt biến số màu sắc trong suốt chu kỳ chạy máy. Các thấu kính đo quang phổ tự động quét qua vệt màu test định kỳ để hiệu chỉnh lưu lượng bơm dung môi xuống máng. Sự bù trừ thuật toán tự động này nhắm mục tiêu loại trừ hoàn toàn hiện tượng nhòe viền mực do áp lực ly tâm gây ra ở ngưỡng tốc độ cao. Tính đồng nhất chất lượng lô hàng thứ một ngàn hoàn toàn không có sự sai lệch so với bản in đầu tiên.

Mặt hạn chế của hệ thống cơ khí khổng lồ là tỷ lệ hao hụt phôi liệu ban đầu khá cao để các lô trục tìm được điểm cân bằng. Xưởng chế bản thường phải chạy rà trơn khoảng vài chục mét màng nhựa trắng mới đạt được sự hội tụ điểm tram hoàn chỉnh. Quy trình mài mòn vật lý này đòi hỏi thợ vận hành phải sở hữu nhãn quan quang học nhạy bén để kịp thời khóa van mực giảm bớt gánh nặng rác thải công nghiệp cho nhà máy.
Giải Quyết Bài Toán Tiến Độ Sản Xuất Phút Chót
Khi chuỗi cung ứng đối mặt với nguy cơ đứt gãy do kho xưởng cạn kiệt nguồn tem nhãn niêm phong đóng gói. Hãy liên hệ ngay hệ thống xưởng in decal nhựa lấy ngay tại Hà Nội tối ưu chi phí sản xuất thuộc quản lý của In An Anh. Dây chuyền công nghệ laser định hướng kỹ thuật số rút gọn hoàn toàn khâu làm kẽm giúp xuất xưởng hàng vạn nhãn mác thành phẩm chỉ trong một buổi làm việc.
Ứng Dụng Thực Tế Quy Trình Đo Lường Quang Học Và Cơ Lý Tính
Thiết bị quang phổ phân tích mật độ tán xạ ánh sáng trên nền vật liệu polyme để vẽ biểu đồ quang sai. Các bài test độ mài mòn và sốc nhiệt chứng minh khả năng chịu đựng dung môi của lớp màng keo cường lực.
Trong hệ thống bao bì hóa mỹ phẩm xa xỉ độ bóng mịn không tì vết của bề mặt quyết định trực tiếp giá trị phân khúc thương hiệu. Xưởng chúng tôi tích hợp module tráng phủ vecni tia cực tím cục bộ ngay trên dây chuyền tịnh tiến. Kỹ thuật chồng màng quang học tạo ra hiệu ứng nổi bật ba chiều mô phỏng giọt nước sương mai. Sự chênh lệch xúc giác nhám mịn đan xen điều hướng ánh nhìn của khách hàng tập trung vào họa tiết trung tâm thiết kế.
Ngành công nghiệp thực phẩm đông lạnh lại đặt ra thách thức về sự co ngót màng nhựa và độ rã đông của lớp keo dán. Phôi vật liệu sau chế bản được đưa thẳng vào buồng thử nghiệm sốc nhiệt cường độ cao mô phỏng môi trường âm hai mươi độ C. Việc duy trì tính toàn vẹn của kết cấu lớp mực chứng minh mức độ liên kết hoàn hảo giữa các phân tử polyme. Mọi chỉ số kháng rách vật lý đều được kỹ thuật viên lập biên bản đánh giá trước khi đóng thùng xuất xưởng.
Sai Lầm Phổ Biến Phá Hủy Cấu Trúc Vật Liệu Phôi Nhựa Dẻo
Việc vô tình bỏ qua thao tác đo lường định kỳ năng lượng bề mặt bằng bút thử dyne sẽ dẫn đến hệ lụy trầm trọng. Phôi vật liệu dưới mức ba mươi tám dyne sẽ gây ra thảm họa bong tróc toàn bộ lớp mực lót khi tiếp xúc với ma sát tay.
Cảnh Báo Kỹ Thuật: Tránh việc ép băng chuyền tăng tốc qua buồng bức xạ cực tím để nhằm mục đích tối đa hóa sản lượng kpi xưởng. Sự thiếu hụt thời gian lưu trữ photon khiến gốc quang hóa không thể hoàn tất quá trình lưu hóa bề mặt. Theo kinh nghiệm mười ba năm của CEO Ngô Tâm màng mực chưa chín sẽ rò rỉ khí độc hại nguy cơ cao phá hỏng tiêu chuẩn vệ sinh an toàn hàng tiêu dùng.
Một sai lệch cơ học phổ biến khác là việc tăng áp suất lô trục cao su vượt quá định mức chịu tải của phôi nhựa mỏng. Lực nén dồn ép quá lớn làm hạt tram điểm ảnh bị bẹp dúm biến dạng hình elip thay vì hình tròn chuẩn. Hậu quả là toàn bộ viền chữ nhỏ bị xơ gai nham nhở làm mất đi độ sắc sảo định vị. Thợ vận hành phải dùng kính lúp soi hạt mạng công nghiệp để hiệu chỉnh lực kẹp nén thủy lực quay về thông số cân bằng.
Thiết lập sai chu kỳ cữ dao bế trục từ cũng mang lại thảm họa đứt gãy lớp giấy nền bảo vệ gốc silicon tĩnh điện. Lưỡi dao bằng thép gió chỉ được phép cắn đứt bề mặt polyme trên cùng và chạm nhẹ vào lớp keo kết dính. Sai số độ sâu chỉ bằng một phần mười độ mỏng sợi tóc cũng đủ khiến hệ thống máy dán nhãn robot của khách hàng bị kẹt biên xé rách cuộn hàng gây ngưng trệ dây chuyền đóng chai.
Kỹ Thuật Xử Lý Nền Trắng Cho Hiệu Ứng Xuyên Thấu Quang Học
Chế bản trên chất liệu nền không màu đòi hỏi cấu trúc phủ lót màng mực trắng cản sáng xen kẽ nhiều lớp phức tạp. Đầu tư vào quy trình in decal trong chuyên biệt giúp giữ vững hệ tọa độ dải màu mà không che lấp dung dịch sản phẩm bên trong chai lọ. Phương pháp xử lý đồ họa tàng hình này đang định hình phong cách đóng gói tối giản của ngành thức uống pha chế.
Giải Đáp Kỹ Thuật Chuyên Sâu Về Vận Hành Dây Chuyền Cơ Khí
Làm thế nào để kiểm soát độ biến dạng co ngót của decal nhựa khi đi qua tháp sấy nhiệt độ cao?
Bộ phận tản nhiệt lõi nước tuần hoàn được bố trí ngay sát hệ thống đèn phát xạ tia cực tím. Cơ chế sốc nhiệt âm tức thời giúp tấm nhựa dẻo đóng băng chuỗi phân tử ngay lập tức ngăn cản quá trình kéo giãn biên độ ngang.
Việc duy trì trạng thái cân bằng nhiệt động học là nguyên lý cốt lõi bảo vệ độ phẳng tiêu chuẩn của cuộn màng. Bất kỳ sự cong vênh lượn sóng nào cũng sẽ đánh lừa cảm biến quang học đọc vạch tọa độ đen trên mép cuộn. Nếu máy bế demi đọc sai lưới tọa độ hàng loạt tem nhãn sẽ bị cắt xéo lệch khung viền gây thiệt hại cấu trúc nghiêm trọng.
Tại sao xuất hiện hiện tượng gai viền chữ nhỏ khi chế bản mã vạch trên bề mặt nhám?
Màng mực lỏng tuân theo định luật mao dẫn vật lý khuếch tán không đều theo các khe rãnh nhám trên bề mặt phôi nhựa. Lực hút từ rãnh mao mạch làm xơ rách các đường biên sắc nét tước đi độ tương phản giới hạn quang học của mã quét.
Để hóa giải sự cố vật liệu này kỹ thuật sư bắt buộc phải bổ sung hợp chất hóa học làm tăng hệ số độ nhớt của mực lỏng. Phương án giảm áp lực chà sát của trục cao su kết hợp dung dịch mực đặc hơn sẽ đóng băng tốc độ loang màu. Nhờ vậy các thanh sọc mã vạch đứng vững vàng duy trì sự sắc bén để đáp ứng dải sóng laser máy đọc siêu thị.
Cần lưu ý thông số kỹ thuật nào khi gia công ép màng mờ lên vật liệu chứa mảng màu tối sâu?
Người vận hành phải gia tăng lực nén bề mặt của lô ép màng và đẩy nhiệt độ kháng cự lên ngưỡng trên chín mươi độ C. Lớp keo nhiệt EVA phải được hóa lỏng toàn diện nhằm len lỏi lấp đầy các khoảng không vi mô do hạt mực đùn lên.
Sự thiếu hụt năng lượng gia nhiệt sẽ để lại những bong bóng khí oxy liti nằm kẹt giữa lớp màng bảo vệ và lớp đồ họa. Trên nền mực đen đanh đặc các đốm sương trắng phản quang này sẽ lộ diện cực kỳ rõ ràng phá hủy giá trị thẩm mỹ. Chuỗi kiểm định cào xước bằng băng dính chuyên dụng sẽ lật tẩy mọi lỗ hổng bám dính trong quy trình tráng phủ lớp khiên màng mờ này.
Khởi Tạo Chuỗi Sản Xuất Bao Bì Hiện Đại Cùng Đội Ngũ Kỹ Sư Chuyên Nghiệp
Thông qua sự giải phẫu chi tiết quy trình in decal nhựa hệ thống kiến thức trên đã củng cố nền tảng lựa chọn xưởng gia công uy tín. Để thiết lập cấu hình vật tư đa lớp nhằm tối ưu định mức tài chính doanh nghiệp hãy kết nối lập tức với phòng nghiên cứu tại In An Anh.
Chịu trách nhiệm hiệu chuẩn dải màu bởi chuyên viên In An Anh cơ sở Hà Nội



